
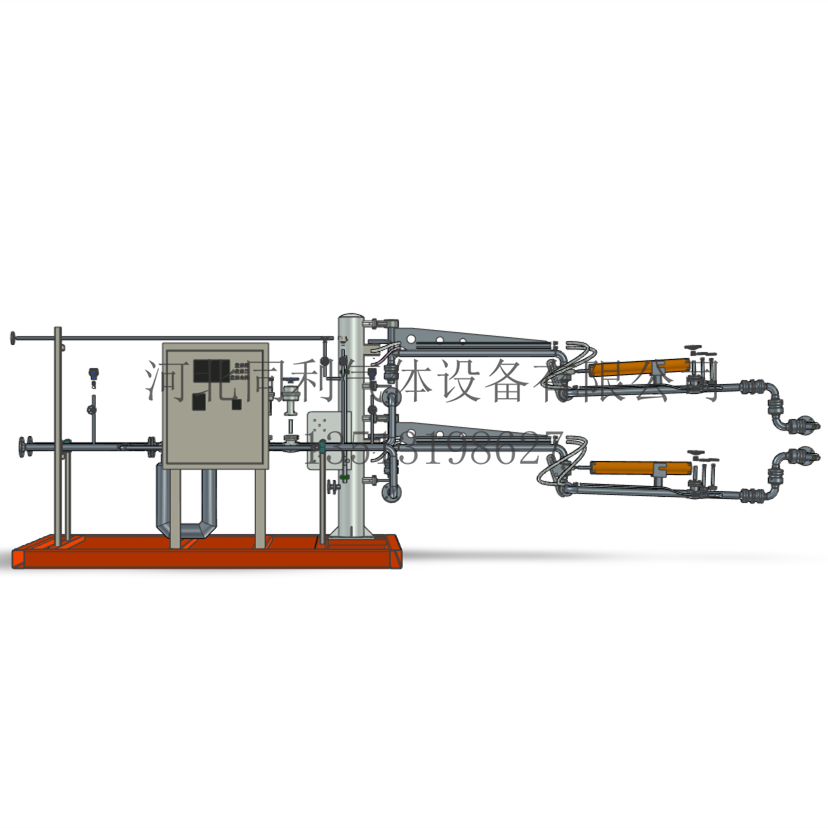
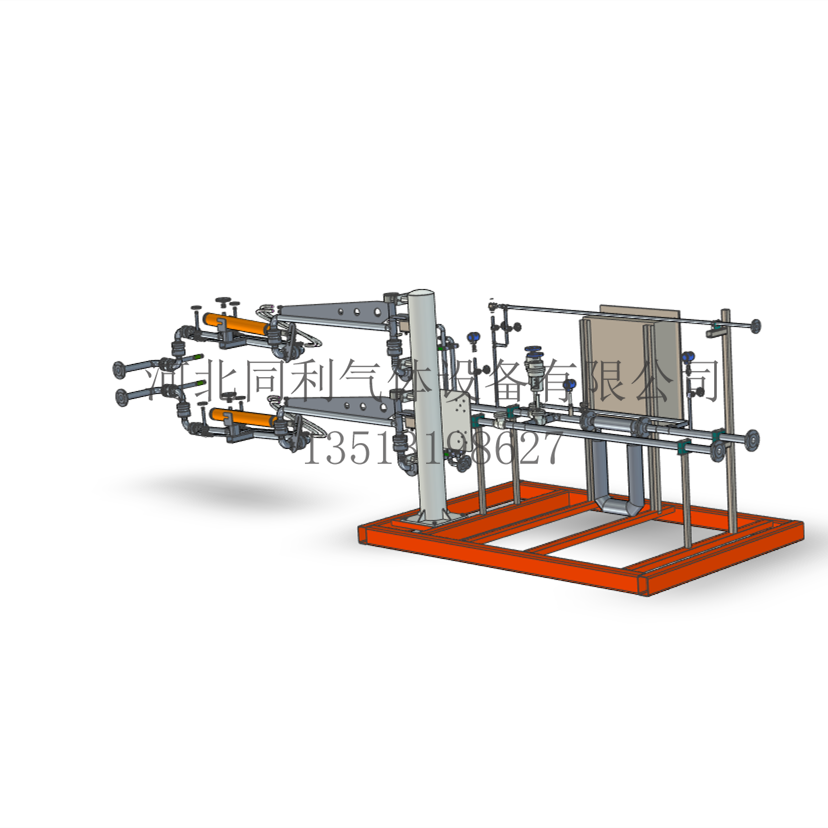
LNG槽车装车撬系统是将低温装卸臂、自动化控制仪表、计算机控制技术、网络和通讯技术等有机结合起来。解决了LNG装车过程存在自动化程度低、操作复杂、施工周期长等缺点,实现液化天然气槽车装车的分散控制和集中管理功能,减小了劳动强度,减少了安全隐患,提高了装车效率,确保安全生产。采用低温截止阀中波纹管补偿器技术以及低温导轨技术对旋转接头部件进行设计和加工工艺的改进,波纹管补偿器能够防止低温下运动部件相互作用而引起的材料变形甚至脆断,低温导轨技术能够防止密封圈在运动部件中发生位移变化导致密封性改变,与从同时结合深冷处理技术解决旋转接头的密封面变形和泄漏问题。在制造过程中对低温焊接材料和焊接工艺进行研究,采用了抗低温冷脆性的焊接材料,建立了适合于低温材料的焊接规范,采用了四联动加工中心设备,改进了焊接件的加工工艺,解决了在低温状态下材料冷脆性的、和收缩对密封性的影响等技术难题。LNG槽车装车系统的主要功能有:定量装车控制、数据采集、现场监视、安全保障、操作管理、操作保护和权限分配功能等。同时,控制电脑应用组态软件开发,系统采用全中文菜单式操作界面,画面分数据显示、工艺流程图显示、设备状态显示、报警信息汇总显示及其它辅助显示等。画面显示直观、色彩鲜明、操作简便,并且可以和目前任何通用的数据库对接及数据交换。
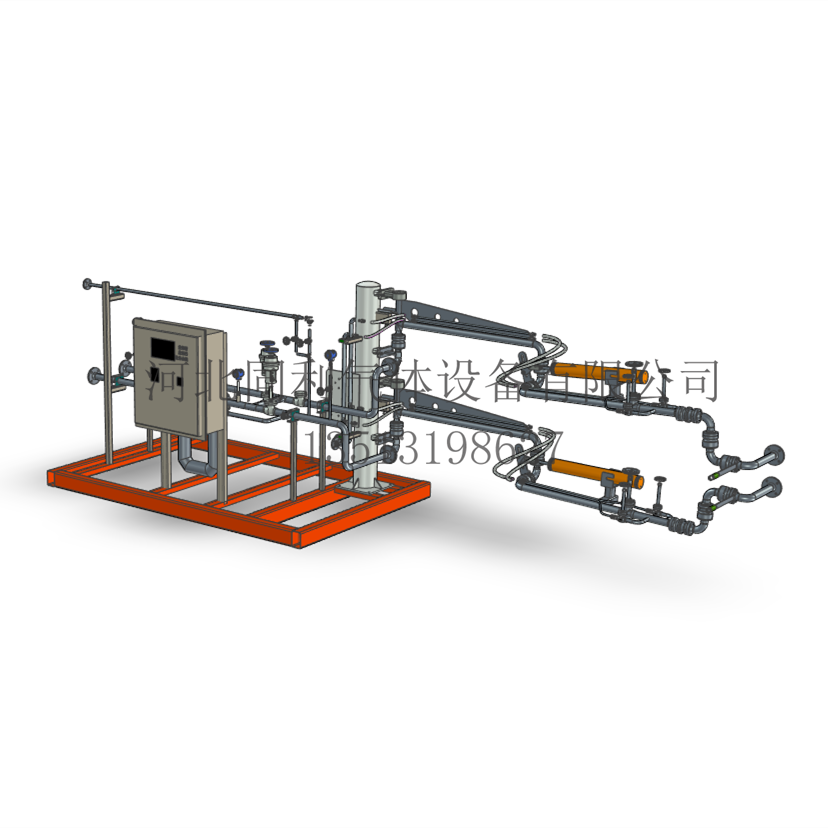
按照目前国内接收站流程结构,装车橇工艺管线包括装车液相线、气相线、压力泄放线、保冷循环线、排净线、氮气管线和仪表风管线,目前设计的装车正常流量为60m3/h,最大流量为80m3/h;设计的液相和气相线为中89x4mm,泄放管线为中57x3.5mm,保冷循环线和排净线为中32x3mm;装车橇设计压力为141MPaG,液相操作压力06~0.9MPaG气相操作压力0.01~0.3MPaG;设计温度-196-60℃,操作温度:-162~60℃[1];
装车液相线依次安装质量流量计、流量调节阀、气动切断阀、温度变送器以及压力变送器,然后连接液相装车臂;装车气相线依次安装气动切断阀、温度变送器以及压力变送器,然后连接气相装车臂;系统内还配置静电控制器及接地装置,保证装车时槽车能够可靠地接地。同时在液相线和气相线上安装安全阀,橇装架外侧安装专用的LNG批量控制器和紧急停车按钮,批量控制器连接橇内所有控制阀门、温度变送器、压力变送器、质量流量计等,组成装车控制系统。
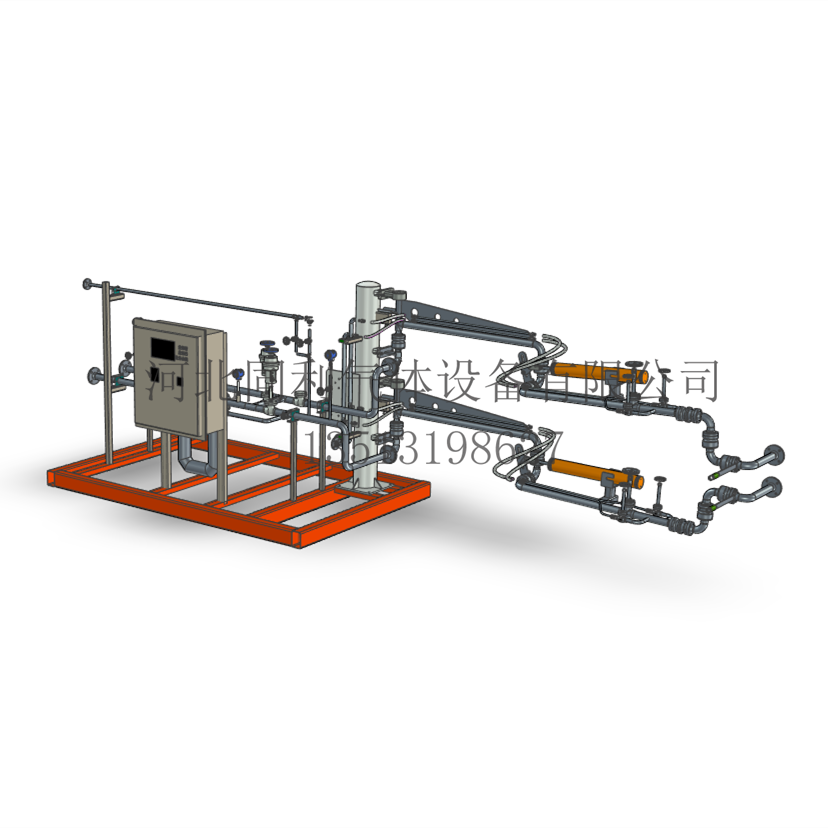
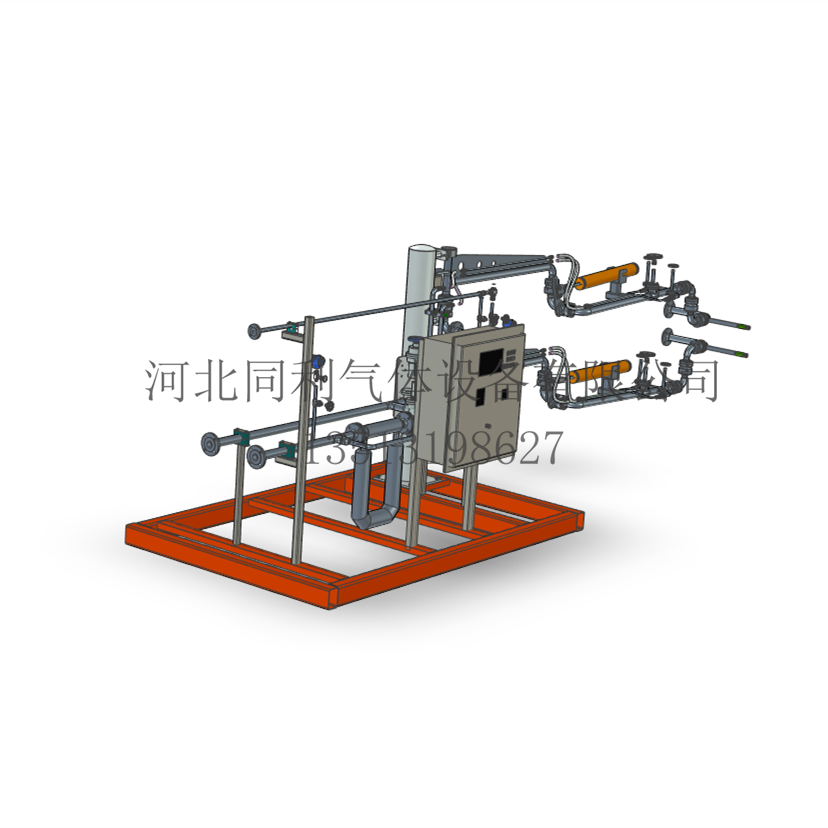
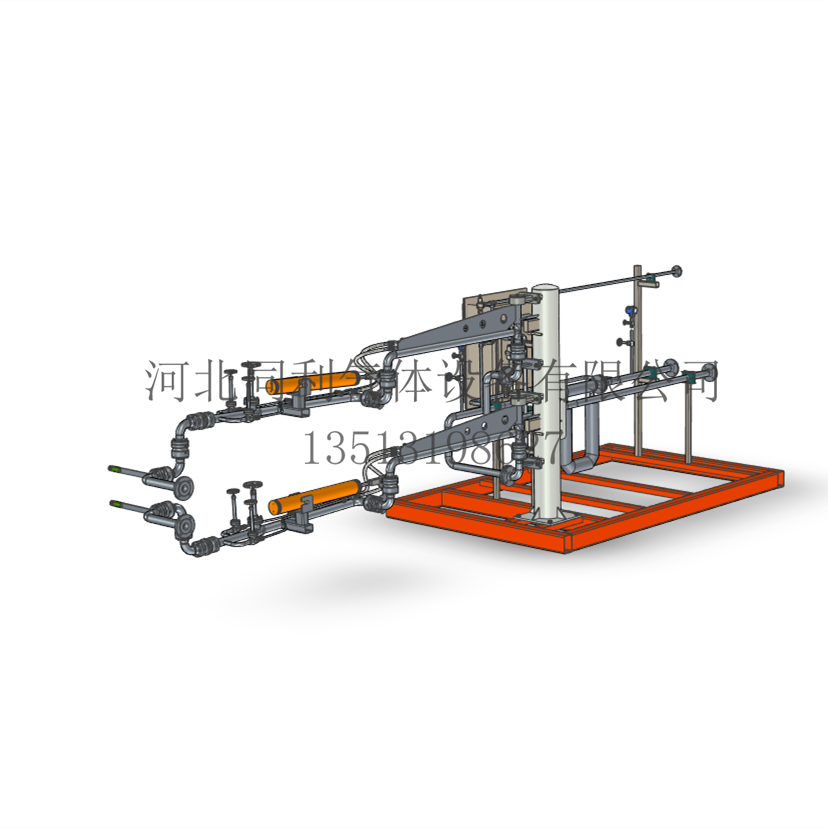
产品名称:简易装车撬
产品尺寸:3100×2000×2100(mm)
管道材质:304/316L
公称通径:DN80/DN50
设计压力:0.8MPa
工作压力:0.4MPa
旋转半径:3720mm
工作温度-196℃/50℃
鹤管型号:AL2543B5
装车位置:槽车尾部装车
作业种类:公路运输槽车的连接设备
适用介质:LNG、低温乙烯、液氮等
卸车方式:潜液式低温泵卸车

 客服1
客服1